- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report Inappropriate Content
NXP Semiconductors - Reducing Detection Time of Manufacturing Issues with Real-time Automated Process Control
Team members:
Adnan Chowdhury, Manufacturing Quality Engineer
David Meyer
Country:
United States
Organization:
NXP Semiconductors
Description:
NXP (originating from Motorola and Philips) is one of the largest semiconductor suppliers in the world. Key products range from Automotive solutions, Communication, Infrastructure, Mobile, Industrial, and Smart City/Home. NXP has over 60 years of experience in the industry and has brought key innovations to the world.
Awards Categories:
- AI Democratization & Inclusivity
- Value at Scale
Challenge:
In semiconductor manufacturing, a critical quality and manufacturability figure of merit is the ability to detect and resolve manufacturing issues as quickly as possible, i.e. “Time to Detect” or TTD. Advanced process control is one of the key contributors that enable factories to minimize this TTD.
Reduction of Time to Detect (TTD) is a critical quality/manufacturability goal because high TTD means manufacturing issues are not detected and resolved rapidly and consequently allows further production material to be exposed to faulty processing — which incurs material costs, engineering costs, and delays in meeting customer demand.
In this article, I will present a comparison of the current typical process control using test wafer measurements with high TTD, versus using real-time automated process control using virtual metrology built with machine learning in Dataiku that greatly reduces TTD.
Solution:
In this Virtual Metrology solution, inputs consist in various data sources from the manufacturing production line (e.g. sensor data). We build machine learning models to generate predictions of the Key Measurement of interest, which then feeds directly into our Statistical Process Control systems for making Process decisions.
Some examples of key measurements of semiconductor components may include the measurement of physical geometries (depths/angles) and electrical characteristics such as voltages/currents/resistances.
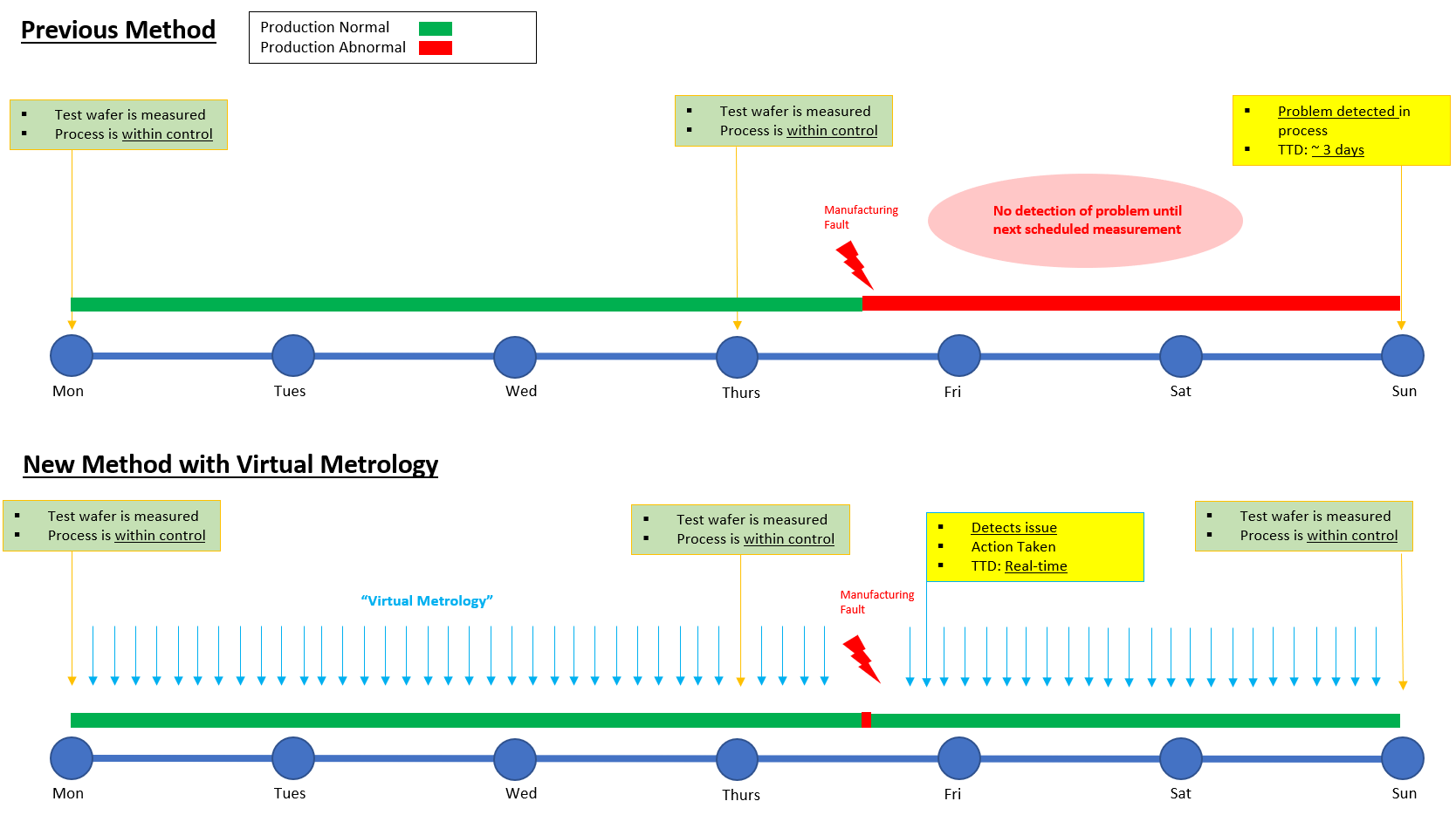
This figure shows high-level comparison between using previous method of test wafer metrology for process control vs. new virtual metrology method for process control:

We observe that, in the previous method, there is a delay in detecting issues in the manufacturing line because we only take test measurements every 3-4 days. When an issue occurs, it will go undetected know until the next scheduled test measurement.
The new method with virtual metrology provides continuous detection of manufacturing issues, through creating virtual measurements on all materials. As manufacturing issues come up, we are able to observe the effects through the virtual measurements, which enables the manufacturing team to take immediate action and contain the problem.
The key sections of the Virtual Metrology solution can be broken down into 4 components:
- What data will be used:
- Examples of the data sources included (but not limited to) Fault Detection Control data (i.e. sensor data from the process tool), hardware component information of consumables in the process, material volume data, electrical testing, etc.
- Examples of the data sources included (but not limited to) Fault Detection Control data (i.e. sensor data from the process tool), hardware component information of consumables in the process, material volume data, electrical testing, etc.
- How the data will be used:
- Feature Selection, i.e. identifying the most significant inputs, and Feature Engineering, i.e. gaining deeper insights from inputs, are both used heavily to structure the input data before modeling.
- Feature Selection, i.e. identifying the most significant inputs, and Feature Engineering, i.e. gaining deeper insights from inputs, are both used heavily to structure the input data before modeling.
- How to model the data:
- Advanced Machine Learning model was used for final predictions
- Advanced Machine Learning model was used for final predictions
- How to use the predictions for process control:
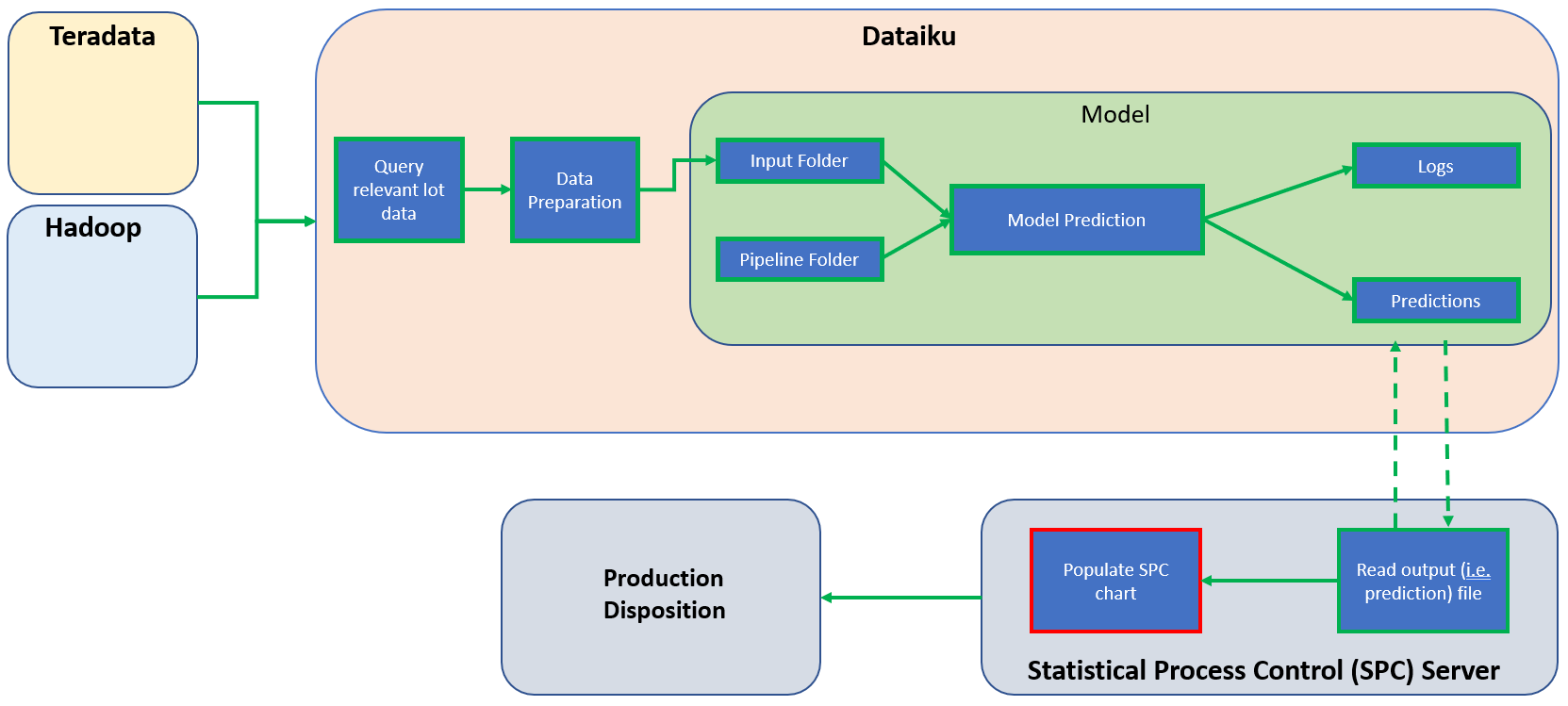
- To develop an end-to-end solution driving production process control, we identified and implemented the following components (cf. graph):
- Accessing and querying in real-time the input manufacturing data
- Performing all the Feature Selection and Engineering tasks
- Running the input data through the model and generate predictions
- Export the predictions into Statistical Process Control charts
- Identify suitable control limits and define appropriate out of control actions
- To develop an end-to-end solution driving production process control, we identified and implemented the following components (cf. graph):

Results
We determined the effectiveness of the model by focusing on the following metrics:
- Explainability of variation between inputs and outputs
- Error between actual result and predicted result
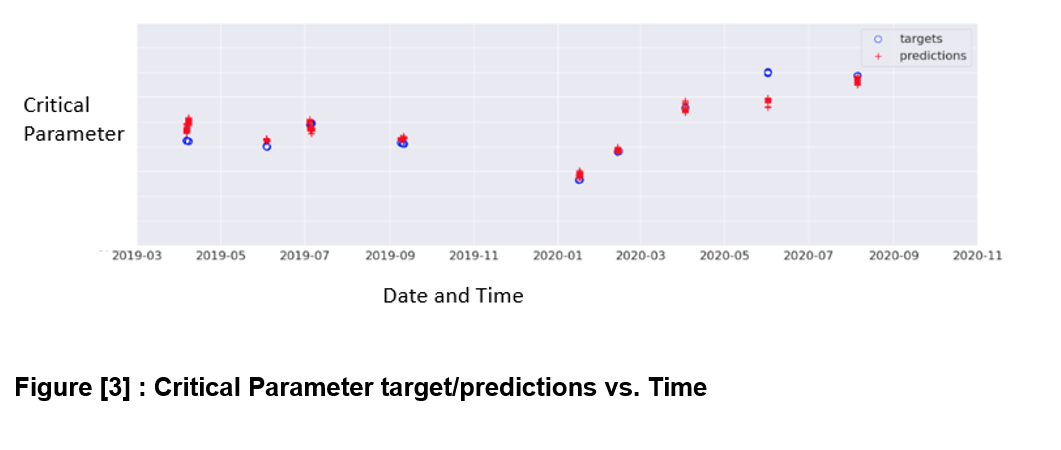
The graph below shows the target (actual) vs. predicted values of the critical parameter of interest over a randomly sampled span in time. It can be observed that the predictions match closely the actual measurement values:

Impact:
Key advantages of using virtual metrology for process control includes:
- Significantly reduced TTD of manufacturing issues without significant financial investment from the factory, i.e. such Analytics/ML solutions simply use existing data sources.
- Reduction/elimination of the material and engineering cost of test wafer measurements.
- Increase production volume through minimizing tooling downtime, while we previously waited for test wafer measurements
- Faster root cause problem solving by using features like variable importance from the models.
Through the deployment of the end-to-end solution, we estimate savings in the million dollars based on material and engineering costs associated with avoidable manufacturing excursions, now that Virtual Metrology is in place.
{kind=link}
{kind=link}
{kind=link}
- Mark as Read
- Mark as New
- Bookmark
- Permalink
- Report Inappropriate Content
Thought-provoking work with great potential for NXP !
- Mark as Read
- Mark as New
- Bookmark
- Permalink
- Report Inappropriate Content
Great work Adnan!